
Modellərin Keyfiyyətli 3D Çapı üçün Diqqət Edilməli Məqamlar
3D printerlər elektronika və dizayn sahəsində çalışan insanlar üçün böyük yeniliklər gətirdi. Bu yeniliklərdən ən önəmlisi qəlibləmə olmadan modelin alınması oldu. Qəlibləmə prosesi modelin son halını kütləvi formada istehsal edən zaman yaxşıdır, ancaq modeldən yalnız bir neçə ədəd istənildikdə qəlibləmə sərfəli sayılmır. Çünki qəlibləmə metodu ilə modellərin alınması bahalı bir prosesdir. 3D printerlər aradakı bu qəlib prosesini tamamilə ləğv edərək modellərdən həm az sayda, həm də daha sərfəli çap etməyi mümkün hala gətirdi.

3D printerlər gözə nə qədər gözəl görünsə də, qulağa nə qədər yaxşı səslənsə də onunla işləmək bir o qədər zəhmətli işdir. Nə demək istədiyimizi 3D printer operatorları anlaya bilər. 3D printerlərlə işləməyə qərar vermisinizsə öncədən yarana biləcək bütün texniki problemlərə hazır olmalısınız. Təbii ki, bu problemləri həll etmək mümkündür, ancaq modelləri çap etmədə hələ ustalaşmamısınızsa bu problemlər sizi çox yora bilər. Bütün bunlara baxmayaraq 3D printer ilə çap prosesi maraqlı sahədir. 3D printerlərlə zaman keçirdikcə, çoxlu çap işləri yerinə yetirdikcə bu problemlərin öhdəsindən daha da məharətlə gəlmək mümkündür.
FDM Printerlərlə 3D Çap zamanı nələrə diqqət edilməlidir?
3D printerlərdə modelləri çap edən zaman yaxşı görünüşlü və keyfiyyətli modellər almaq üçün müəyyən amillərə diqqət etmək lazımdır. Bu amillərə diqqət etmədikdə çap zamanı modellər ya yarıda yararsız hala düşəcək, ya da çap tamamlansa belə model üzərində bəzi xoşagəlməz xəttlər və ya əyriliklər müşahidə olunacaq. Modellərin yararsız hala düşməsinin əsas səbəbləri ekstruderdə (filamentin isidildiyi yerdə) nozulun (ucluğun) tutulması və ya modelin çap lövhəsindən (beddən) qopması, soyulmasıdır. Yüksək dəqiqlikli, keyfiyyətli modellər çap etmək üçün 3D printerinizdə aşağıdakı amillərə diqqət etməlisiniz.
1. Keyfiyyətsiz filamentin işlədilməsi
Bazarda kifayət qədər keyfiyyətsiz, tanınmayan, test olunmayan filamentlər mövcutdur. Belə filamentlərdən printerinizi qorumalısınız. Bu cür filamentlər istifadə edildikdə 3D printerinizin ekstruder və nozul hissəsində müəyyən problemlər çıxara bilir. Bəzən isə filamentin qırılaraq içəridə qalması halları da baş verə bilir. Bu halda artıq siz ekstruderin içərisində qalmış filamenti çıxarmaq üçün məcbur olaraq ekstruderi sökməli və içərisini təmizləməlisiniz. Yeni istifadəçisinizsə bu proses sizin üçün biraz çətin olacaq. Bundan əlavə keyfiyyətsiz filament istifadəsi çap edilən modellərin kifayət qədər keyfiyyətli olmamasına səbəb olur və çapdan sonra modelin istifadəsi zamanı bir sıra problemlər yarada bilir. Çapdan sonra daha sonralar modelin istifadəsi zamanı modelin tez sınmasına, qopmasına gətirib çıxara, bəzən isə gün istiliyindən modelin əriməsi kimi halların baş verməsinə yol aça bilir. Bu kimi hallarla qarşılaşmamaq üçün filament istifadə edərkən sınanmış markaların filamentlərini istifadə etmək məqsədə uyğundur.
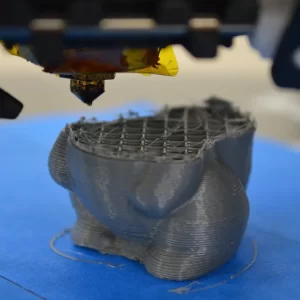
Keyfiyyətsiz filamentlər ekstruderdə çox tez əriyə bilirlər. Tez əridikləri üçün bu filamentlərin qalıqları bəzən kömürləşərək printerin ekstruder hissəsini zədələyə və ekstruderin içindən nozul ucluğunun tutulmasına səbəb olur. Nozul ucu tutulduqda oradan filament keçə bilməyəcək və printer, əgər siz onun yanında deyilsinizsə, müəyyən müddət boş-boş model üzərində hərəkət edəcək. Nəticədə ucluq tutulduğu üçün model yarımçıq çap olacaq. Bu problemi də aradan qaldırmaq üçün siz yenədə 3D printerin ekstruder hissəsini sökməli və içərsini təmizləməli olacaqsınız.
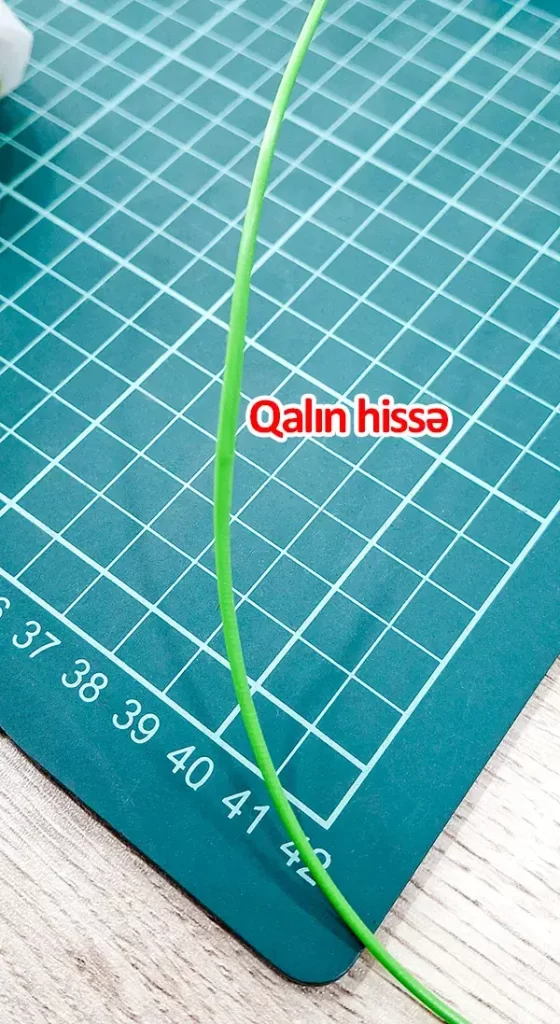
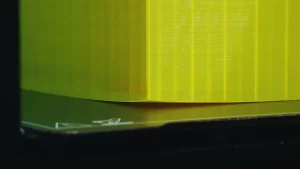
İstehsal olunan hər bir filamentin qalınlığını göstərən diametr parametri var. Adətən 1.75 mm-lik filamentlər istifadə edilsədə 2.88 mm lik filamentlərdə mövcutdur. Bu göstərici filamentin qalınlığını göstərir. Filament istehsalçıları istehsal prosesi zamanı filamentin hər nöqtədə ölçüsünün eyni ölçüdə olmasına diqqət yetirirlər. Yəni matoka dolanan filamentin qutusunda hansı ölçü yazılıbsa filament başdan sona qədər o ölçüdə olur. Ancaq bəzən istehsal zamanı yaranmış xətalardan qaynaqlı bu ölçü bəzi filamentlərdə düzgün olmaya bilir. Ölçüsü hər nöqtədə düzgün olmayan filamentlə çox az hallarda qarşılaşılır, ancaq yenədə bu tip problemlə qarşılaşmaq mümkündür. Aşağıdakı şəkildə bir nümunəyə baxa bilərik. 1.75mm lik filamentin aşağı və yuxarı hissəsi bir ölçüdə olmasına baxmayaraq orta hissədə qalınlıq müşahidə edilir. 1.75mm ölçünü dəstəkləyən 3D Printerlər üçün bu tip problem çapın sona qədər getməsinə maneə olacaq. 3D Printerlərdə filamentin keçdiyi hissə həmin ölçü üçün dizayn olunduğundan şəkildəki bu qalın hissə oradan keçməyəcək və ilişəcək.
2. Vaxtı keçmiş filamentin istifadə edilməsi
Bir çox printer operatoru 3D printerlə işlədikləri ilk zamanlarda filamentləri bilmədən açıq şəraitdə saxlayırlar. Ancaq Filamentlər açıq formada uzun müddət hava hərəkəti olan yerdə qaldıqda havadan nəm götürürlər. Filamentlər havadakı nəmlə reaksiyaya girdikləri zaman elastiklik xüsusiyyətlərini itirirlər və sərtləşirlər. Sərtləşmiş filament 3D printerin ekstruderindən keçərkən zamanında əriyə bilmir və nozulun ucundan zamanında çölə çıxa bilmir. Bu zaman filamenti itələyən stepper mator ekstruderin içərisinə daha çox filament itəlidiyi üçün ektruderin içində filament çoxluğu yaranır, filament oranı tam doldurur və nozul tutulur. Bu isə çapa çox böyük ölçüdə zərər verir. Bəzən ya çap olunan modelin çox keyfiyyətsiz nazik qatlarla çap olunmasına gətirib çıxarır, model çox keyfiyyətsiz alınır, həsas olur və tez sınır, bəzən isə ümumiyyətlə çapın prosesinə mane olur, model yarımçıq çap olur.

Açıq havada qalmış filamentin sərtləşdiyini təyin etmənin yolu onu iki barmağınız arasında sındırmağa çalışmaqdır. Filament əgər rahatlıqla sınarsa havadakı nəm artıq filamenti yararsız hala gətirib deməkdir. Barmaqlarınız arasında filamenti əzdiyiniz zaman filament ovulmamalı, sınmamalıdır. Əksinə filament əyilməlidir, bir neçə dəfə əydikdən sonra qopmalıdır.
Adətən nəm qəbul etmiş filamentlərin istifadə edilməməsi tövsiyyə olunur, ancaq artıq nəm qəbul etmiş filamentlər üçün quruducu qurğular istehsal olunub. Bu quruducu qurğularla nəm qəbul etmiş filamentləri bir neçə dəqiqə qurudaraq yenidən istifadə etmək mümkündür. Bu filament quruducu qurğular müxtəlif cür olub, eyni anda birdən çox filamentin yerləşdiyi versiyaları da var.
Filament quruducu qurğu almaq istəmirsinizsə filamentlərin qutusunu atmamağı, filament tam bitənə qədər işlətmədiyiniz zamanlarda filamenti qutularında saxlamağı tövsiyyə edirik. Filamentlərin qutularında adətən filamentin nəmlə təmasının qarşısını almaq üçün nəmi özünə çəkən qabarcıq paketləri olur. Filament qutulara qoyulmazdan öncə istehsalçı şirkətlər tərəfindən bu kiçik qabarcıq paketləri qutulara yerləşdirilir. Bu paketlər qutunun içərisindəki nəmi azaldır və yox edir. İstifadə etdiyiniz filamentləri qutusunda saxlasanız filamentin nəmlə təmasını minimuma endirmiş olacaqsınız və paketi açılmış filamentləri uzun müddət istifadə edə biləcəksiniz.
3. Filamentə uyğun düzgün temperaturun seçilməməsi
Hər bir 3D printer operatoru 3D filament növlərini yaxşı tanımalıdır. 3D filamentlərin müxtəlif növləri var (məs. PLA, PETG, ABS, TPU və s) və filamentlərin növlərinə görə onların 3D printerin lövhəsinə yapışma temperaturu və ekstruderdə ərimə temperaturu müxtəlif olur. Bu səbəblə 3D printerə filament taxmazdan əvvəl o filamentin həm ərimə, həmdə 3D printerin çap lövhəsinə yapışma temperaturunu bilmək, modeli hazırlayarkən 3D printerin slicer proqramında bu temperatur dəyərlərini proqrama daxil etmək lazımdır və ya printer çapa başlamazdan əvvəl printerin menusunda temperaturları tənzimləmək lazımdır. Düzgün tənzimlənməyən ərimə və lövhəyə yapışma temperaturu nozulun tutulmasına, modelin çap lövhəsi üzərindən çap prosesi zamanı qopmasına və çapın tamamlanmamasına səbəb ola bilər.
Ümumiyyətlə modelləri çap etməzdən əvvəl həmin modelin istifadə ediləcəyi yeri yaxşı müəyyənləşdirmək lazımdır. Bu ona görə lazımdır ki, müxtəlif filament növləri mövcutdur və bu filament növlərinin (məs, PLA, PETG, ABS, TPU və s.) hər biri müxtəlif sərtliyə, ərimə temperaturuna və elastikliyə malikdirlər. Sizə sərt bir model lazımdırsa siz bu modeli TPU filamentlə çap etməməlisiniz və ya elastik bir model lazımdırsa ABS filamentlə çap etməməlisiniz. Bu səbəbdən çap prosesinə başlamazdan əvvəl modelin istifadə təyinatını dəqiq müəyyənləşdirmək və filamenti təyinatına görə istifadə etmək önəmlidir. Filamentlərlə bağlı məqaləmizi buradan oxuya bilərsiniz.
4. 3D Printerin dəstəkləmədiyi filament növü işlətmək
Hər bir 3D printerin texniki xüsusiyyətləri mövcutdur və bu texniki xüsusiyyətlər printeri istehsal edən şirkətin rəsmi saytında qeyd olunur. 3D printeri işlədən zaman bu texniki xüsusiyyətlərə uyğun işlətmək məqsədə uyğundur. 3D printerlərin texniki xüsusiyyətlərində onun hansı filament növü ilə çalışdığı qeyd edilir. 3D printerin texniki xüsusiyyətində qeyd olunmuş filament növündən kənar digər filament növlərini işlətdikdə bu uzun müddətdə 3D printerinizi yararsız hala sala bilər, ekstruderi aşındıra və xarab edə bilər. Bir müddət sonra artıq 3D printerinizin yaxşı çap etmədiyini görə bilərsiniz. Bu səbəbdən 3D printerinizin texniki parametrlərinə diqqət yetirməyinizi, orada qeyd olunan filament növlərindən başqa filament növlərini printerdə istifadə etməmək məsləhət görülür.
5. Nozul ucunun tutulması, kömürləşmiş parçalar və soyuq filament dartma üsulu
3D printerlərin ən önəmli parçalarından biri onun nozuludur. Nozul modelin hazırlanmasında böyük rol oynayır. Oradan çıxan filamentin qalınlığının normada olması modelin keyfiyyətli çap olunmasını təmin edir. Əgər çapdan sonra modeli müşahidə edən zaman modelin çap qatları arasında müəyyən xoşagəlməz xəttlər görünərsə modelin xətalı çap olduğu mənasına gəlir. Buna səbəb ucu tutulmuş nozul ola bilər. Bu isə modelin çap keyfiyyətini aşağı salır, modelin möhkəmliyini zəiflədir.

Filamentlər plastik görünümlü olsa da bir çoxu təbii bitkilərdən hazırlanır, bu səbəblə onların çoxu yağlı və yapışqan olurlar. Filament yüksək temperatur həddinə çatmış ekstruderdən keçən zaman tərkibindəki yağlılıq və yapışqanlıq ekstruderin divarlarına təsir göstərir, orada yapışaraq qalır. 3D printeri uzun müddətli istifadə etdikdə bu yapışqanlıq ekstruderin içindəki müəyyən boşluqlarda çoxalmağa başlayır və hətta istilikdən kömürləşərək bərkiyir. Kömürləşmiş parçalar filamentin onları hər dəfə itələməsi nəticəsində ekstruderin içərisində nozulun ucuna doğru hərəkət edir, ancaq bu kömürləşmiş bərk parçalar filament qədər yumuşaq olmadığından nozulun ucundan rahat keçə bilmir və bir çoxu orada ilişərək nozulun ucunu içəridən tutur. Ekstruderdə əriyən filament nozulun ucundan rahat çıxa bilmədiyi üçün bəzən çap zamanı müşahidə edə bilərsiniz ki, nozulun ucundan çıxan filament daha nazik formada çıxır. Buna səbəb elə nozul ucunun içəridən həmin kömürləşmiş parçalarla tutulması ola bilər. Çap lövhəsi üzərinə rahat çıxa bilməyən ərimiş filament isə təəssüf ki, yaxşı model toxuya bilməz. Çap olunan modelin divarları ekstruderdən çıxan nazik ərimiş filament səbəbindən çox həssas olacaq, çap qatlarının bir birinə keçmə dərəcəsi isə daha zəif olacaq. Bu səbəblə çapdan çıxan model çox keyfiyyətsiz alınacaq, tez sınmaya meyilli olacaq.
Bu halda problemi aradan qaldırmaq üçün bir neçə yol mövcutdur. İlk və ən sadə yol 3D printerlər üçün xüsusi olaraq satılan iynələrlə nozulun ucunu kənardan təmizləməkdir. Bunun üçün ilk öncə nozulun ucunun ölçüsünə (adətən 0.4 lük nozul üçün 0.25 lik iynə istifadə edilir) uyğun iynəni çöldən içəriyə doğru nozulun içinə itələyərək içəridə qatılaşmış parçaları tərpətmək lazımdır. Bu prosesi 3D printerin menyusu vasitəsi ilə nozulu tam isitdikdən sonra etmək lazımdır. Bu zaman filamenti biraz geriyə çəkə və ya filamenti 3D printerdən tam çıxara bilərsiniz. Bu üsulu tətbiq etdikdə nozulun ucuna yapışaraq qalan bərkimiş, kömürləşmiş sərt parçalar iynə vasitəsi ilə daha içəriyə itələnəcək və nozul ucu açılmış olacaq. Beləliklə ərimiş filament nozuldan daha rahat çıxaraq modeli keyfiyyətli formada çap edəcək. Kömürləşmiş parçaların bəziləri isə filamentlə birlikdə çölə çıxacaq, ancaq bu gözlə görülməyəcək. Bu proses yəni iynə ilə nozul ucunun təmizlənməsi metodu keçici bir çözümdür. Müəyyən müddətdən sonra həmin kömürləşmiş parçaların bir qismi yenidən nozulun ucunu tuta bilər, lakin bu metod müəyyən müddət keyfiyyətli çaplar almağa kömək edir.
3D printerə iynə ilə nozul ucunu təmizləmə metodunu tətbiq etdikdən sonra yaxşı olar ki, soyuq filament dartma üsulunu da tətbiq edəsiniz. Bu üsul biraz çətindir ancaq bir neçə dəfə etdikdən sonra öyrənə bilərsiniz. Soyuq filament dartma üsulu ekstruderi sökmədən ekstruder içərisində nozulun ucundakı kömürləşmiş parçaların müəyyən bir qisminin çölə çıxardılması üsuludur. Bu üsulu müxtəlif filament növlərində müxtəlif temperatur dəyərlərində etmək lazımdır. Biz PLA filamenti üçün soyuq filament dartma üsulunu izah edəcəyik. PLA filamentlərin ekstruderdə isinmə və çap etmə temperaturları 200 dərəcə ilə 220 dərəcə arasında dəyişir. Bu üsulu tətbiq etmək üçün biz PLA filamentin yumuşaq haldan qatı hala keçmə temperatur dəyərini bilməliyik. PLA filamentdə bu adətən 90 – 100 dərəcə arasındadır. Bu dərəcədə bu filament növü dartıldıqda saqqız kimi uzanır. Siz də əlinizdə olan filament növünün isti haldan soyuq hala kemə temperaturunu bilmək istəyirsinizsə onu 3D printerdə isidib soyudaraq və filamenti 3D printerdən dartaraq tapa bilərsiniz. Bu zaman filament nə çox yumuşaq formada 3D printerdən ayrılmalıdır, nə də 3D printerə yapışıb qalmalıdır.
Soyuq filament dartma üsulu üçün əvvəlcə ekstruderi 200 (220) dərəcəyə qədər qızdırmaq lazımdır. Daha sonra 3D printerin menyusundan temperaturu 90 dərəcəyə endirmək lazımdır. Temperatur 100 dərəcəni keçdikdə və 90 dərəcəyə enənə qədər filamenti yavaşca extruderdən geri çəkmək lazımdır. Bu zaman görəcəksiniz ki, filament daha ağır formada geriyə gəlir. Əgər filament çox ağır formada geriyə gələrsə prosesi təkrarlayıb daha yuxarı temperaturda filamenti çəkin. Filament geriyə gələn zaman o həmdə yarı soyuq olduğu üçün nozul içərisində yığılmış bütün kömürləşmiş və filamentə yapışmış parçaları özü ilə birlikdə geriyə çəkəcək. Bu prosesi bir neçə dəfə bütün kömürləşmiş parçalar geriyə çıxana qədər edə bilərsiniz. Bəzən geriyə çəkmə prosesi zamanı filament extruderin içində qırıla bilər. Bu zaman prosesi təkrarlamaq üçün extruderi yenidən 200 (220) dərəcəyə qədər qızdırıb filamenti sona qədər toxunun, iynə ilə təmizləmə prosesini edin və yenidən temperaturu 90 dərəcəyə salın, filamenti çəkin. Bir neçə dəfə yoxladıqda kömürləşmiş parçalar içəridən çölə çıxacaqdır. Bu prosesi etdikdə 3D printerdən çıxmış filamentin uc hissəsi təxminən aşağıdakı şəkildəki kimi görünəcək. Şəkilə fikir versəniz görərsiniz ki, filamentin uc hissəsində nozulun forması alınıb və kömürləşmiş parçalar filamentin uc hissəsinə yapışaraq çıxıb. Filamentin ucunun nozul formasını alması geriyə çəkilən filamentin sonunun nozuldan qopduğunu, içəridə filament qalmadığını göstərir.

Əgər iynə ilə təmizləmə və soyuq filament dartma metodları 3D printerin nozulunu təmizləməyə kifayət etməzsə ekstruderi sökərək ekstruderin içindəki yapışqan və kömürləşmiş parçları təmizləməli və nozul ucunu dəyişməlisiniz. Kömürləşmiş parçaları və yapışqanı ekstruder soyuq olduqda təmizləmək çox çətindir. Bu səbəblə 3D printerin spiralını ara-ara ekstruderə keçirərək isitməyi və daha sonra çıxarıb soyuyana qədər təmizləməyi yoxlaya bilərsiniz, ancaq bunu edən zaman əllərinizi qorumağı, qoruyucu əlcək geyinməyi unutmayın. Təmizləmək üçün izopropil spirti işlədə bilərsiniz. İzopropil spirti yapışqanlığı aradan qaldırmaq üçün yaxşı vasitədir.
6. Çap lövhəsinin çapa uyğun hazırlanmaması.
3D printerlərdə çap zamanı yaxşı modellər almaq istəyiriksə modellər 3D printerin çap lövhəsinə yaxşı yapışmalıdır. 3D çap zamanı model çap lövhəsindən qopmamalıdır. Bir çox filamentlər təbii bitkilərdən hazırlandığı üçün onların tərkibində təbii maddələr olur, onlardan biridə yağdır. Filamentlərin tərkibində yağlar mövcutdur. Bu yağlar 3D printerin çap lövhəsi üzərinə təsir edir. Uzun müddətli çaplardan sonra lövhə üzərində çoxalan yağlar bir sonrakı çapda modelin həmin çap lövhəsinə bərk yapışmamasına, oradan soyulmasına səbəb olur. Çap zamanı modelin çap lövhəsindən soyulması heç bir 3D çap operatorunun istəyəcəyi vəziyyət deyil, çünki bu hall baş verdikdə filament israf olacaqdır.
Çap lövhələri müxtəlif cürdür. Bəziləri şüşə materialda olur, bəzi çap lövhələri isə metaldır. İstər şüşə istər metal çap lövhələrində uzun müddətli çaplardan sonra çap lövhəsinin üzəri yağlanır. Yağlı çap lövhəsi modelin çap lövhəsinə olan tutuculuq qabiliyyətini zəiflədir. Bu səbəblə bir neçə çapdan sonra artıq modellər lövhəyə yapışmamağa başlayır.
Bu problemi aradan qaldırmaq üçün çap lövhəsini təmizləmə üsulları var. Bunlardan biri çap lövhəsini yaxşıca yumaqdır. Ancaq bu üsul o qədərdə effektiv deyil və bir neçə çapdan sonra modellər yenə lövhəyə tam yapışmamağa başlayacaq. İkinci bir üsul lövhənin səthini izopropil spirti ilə silməkdir. İzopropil spirti yapışqan və yağlı səthləri yaxşı təmizləyə bilir. Bu səbəblə izopropil spirtini istifadə etmək tövsiyyə olunur, ancaq onu istifadə edərkən bir sıra təhlükəsizlik tədbirlərinə riayət etmək mütləqdir.
Şüşə çap lövhələrində modelin səthə yapışmasını təmin etmək üçün maye kağız kley (PVA kley) istifadə edə bilərsiniz. Çapdan əvvəl şüşə lövhənin üzərini maye kağız kleylə nazik təbəqə formasında kleyləmək modeli çap lövhəsində çap bitənə qədər saxlayacaq. Şüşə çap lövhələrində kleylə çap lövhəsini kleyləmək həm daha rahat, həm də daha sürətli və asan metoddur. Təqribən 4 – 5 çapdan bir bu üsulu təkrarlamaqla çox uzun müddət modelləri rahatlıqla çap edə bilərsiniz. Modellər çap lövhəsindən qopmadıqda rahat çap olacaq. Bu üsulun mənfi tərəfi ondan ibarətdirki, modelin çap lövhəsinə düşən tərəfində kley modelə yapışır və bəzən kleyin izləri model üzərinə düşür. Buda yaxşı görüntü vermir. Kleyi modeldən su ilə silərək çıxara bilərsiniz.

Kleyləmə üsulu yalnız FDM printerlərdə şüşə çap lövhələri üçün keçərlidir. Metal lövhələr üçün tövsiyyə edilmir. Metal lövhələrdə yağlanmanı təmizləmək üçün izopropil spirti istifadə etməyiniz daha məqsədə uyğun olacaqdır.
Metal çap lövhələri şüşə çap lövhələrinə görə çox daha uzun müddətli problemsiz çaplar əldə etməyə şərait yaradır. Hazırda şüşə çap lövhəsi olan 3D printerinizin çap lövhəsini dəyişərək asanlıqla metal çap lövhəsi ilə əvəzləyə bilərsiniz. Bir çox mağazalarda 3D printerinizə uyğun istehsal edilmiş metal çap lövhələri tapa bilərsiniz. Metal çap lövhələri maqnitli olur və modelləri çap lövhəsindən qoparma işinidə xeyli asanlaşdırır. Çap lövhəsi seçən zaman PEI üzlü çap lövhəsi seçməyinizi tövsiyyə edirik. PEI üzlü çap lövhəsinə aşağıdakı şəkildən baxa bilərsiniz. PEI üzlü çap lövhəsi modeli 3D çap lövhəsi üzərində daha möhkəm saxlayır.

7. Modelin 3D çapa uyğun dizayn edilməməsi.
FDM, SLA və SLS növ 3D Printer texnologiyaları mövcutdur. Bu texnologiyalarla hazırlanan hər bir 3D Printerin bir çap etmə qabiliyyəti var. FDM texnologiyası ilə işləyən printerlər adətən biraz böyük və kobud modellərin çap edilməsində istifadə edilməlidir. SLA printerlər isə daha incə və daha həssas işlərdə istifadə olunur. Əgər əlinizdə zərgərliklə bağlı bir model varsa siz bu modeli FDM printerdə çap etməməlisiniz. Bu səbəblə modelləri çapa verməzdən əvvəl əlinizdə olan printerin xüsusiyyətlərini bilməli və ona uyğun hərəkət etməlisiniz.
Modellərin dizayn edilməsi zamanıda bu nüanslara diqqət etmək lazımdır. Əgər FDM printerlə model çap edəcəksinizsə modeldə nazik və həssas bölmələr çox olmamalıdır. FDM printerlərlə incə, nazik divarlı modelləri çap etmək mümkün olsada modelin istifadəlilik qabiliyyəti çox aşağı olur. Bəzən modelin çox nazik bir hissəsini bu printerlər pas keçə bilirlər. Dizaynda nazik bir hissə varsa və bu printerin çap etmə qabiliyyəti daxilində deyilsə həmin hissəni görməzdən gələrək çapa davam edirlər. Bu isə sonda modelin qüsurlu çap olunmasına gətirib çıxarır.
Böyük modelləri isə SLA printerdə çap etmək çoxda əlverişli sayılmır. Buna səbəb bir çox SLA printerlərin çap lövhələrinin balaca olması və xammal kimi istifadə edilən maye filamentin qiymətinin baha olmasıdır. Böyük və biraz daha kobud modelləri FDM printerlərdə çap etmək daha səmərəli və yaxşıdır.
Bundan əlavə çap edəcəyiniz modelin uyğun səthinin çap lövhəsi üzərinə düşməsi də modelin rahat çap olmasına təsir edir. Adətən modelə support (dayaqlar) düşəcək tərəflərin hər zaman yuxarıda olmasına diqqət etməli və mümkün qədər az supportla modelləri çap etməyə diqqət etməlisiniz. Yəni modeli çap lövhəsinə slicerdə elə yerləşdirməlisiniz ki, minimum supportla model çap olsun. Bu səbəblə mürəkkəb modelləri daha az supportla çap etmək üçün modelləri bir neçə hissəyə parçalayaraq çap etmək və onları kənarda birləşdirmək daha uyğundur.
8. 3D printerdə yaranan texniki nasazlıqlar
Yuxarıda sadalanan mövzuları yerinə yetirmisiniz və yenədə 3D printeriniz modelləri yaxşı çap etmirsə buna bir sıra başqa amillər səbəb ola bilər. Bunlardan ilki 3D printeri yerləşdirdiyiniz yerin, masanın möhkəm olmaması bu problemi yarada bilər. 3D printerin altında olan səth möhkəm deyilsə 3D printerin hərəkətli hissələri hərəkət edən zaman printeri sirkələyəcək və bu da vibrasiya effekti yaradacaq. Vibrasiya isə modellin yaxşı çap olmamasına səbəb olacaq, ya modeli tam yararsız hala salacaq, ya da modelin divarlarının üzərində kələkötürlüklər yaradacaqdır. 3D printerlərin üzərində birdən çox stepper matorlar mövcutdur. Bu stepper matorlar printerin qollarını və çap lövhəsini X, Y və Z oxları istiqamətdə hərəkətə gətirir. Bu stepper matorlar çox güclü olurlar və çox sürətli işləyə bilirlər. Ani sürətli işləmə anlarında printer sirkələnəcək və bu sirkələnmə nəticəsində model üzərində bir sıra xoşagəlməz xəttlər yaradacaqdır.
3D printerin ekstruder hissəsində adətən 2 və ya 3 ədəd soyuducu fan mövcutdur. Bu soyuducu fanlar isinən ekstruderi soyudaraq onu bir temperaturda saxlamağa çalışır. Bəzən bu fanların yaxşı soyuda bilməməsi də bir sıra problemlərə gətirib çıxara bilər.
Z oxunun milinin yağlanmaması da modelin Z oxu istiqamətdə çapı zamanı bir sıra problemlər yarada bilər.
Ekstruderi isidən spiralın düzgün qaydada isinməməsi nəticəsində ekstruderin yetərli temperatura çatmamasıda problem yarada bilər.
Ekstruder və çap lövhəsi hissəsinin kalibrasiyasının pozulması zamanı ekstruder və çap lövhəsi boş formada hərəkət edər və buda modelin düzgün çap olmamasına şərait yaradar. Ekstruder və çap lövhəsi hissədə kalibrasiya edici boltlar mövcutdur. Bu boltları çevirməklə ekstruderi və çap lövhəsini kalibrasiya etmək mümkündür.
Çap lövhəsinin altındakı yayların boşalması zamanıda çaplarda bir sıra xətaların meydana gəlməsinə səbəb ola bilər.
3D printerdə X və Y oxlarında olan remenlərin boş olmasıda problem yarada bilər. Onu kənarlardakı çeviricilər vasitəsi ilə bir qədər sıxmaq lazımdır.
